服务热线
18036619792
18036619792
产品分类
引 言
天脊集团热动厂热电车间于1996年11月投产运行,主要配置锅炉及汽轮发电机组2部分,任务是保证全公司高压蒸汽的使用,剩余高压蒸汽供25MW汽轮机发电。除氧设备主要是一台旋膜除氧器。除氧器是电厂锅炉和工业锅炉必备的设备,其主要功能是降低锅炉给水中的含氧量,使之达到标准要求,以保证锅炉、汽轮机组及整个系统的金属部件在高温下不发生过度的氧化腐蚀。热力除氧器是目前最常用的锅炉除氧设备。旋膜除氧器是热力除氧器的一种,其效率远高于其他类型的除氧器。
本装置旋膜除氧器由除氧塔和给水箱2部分组成,采用两鞍座支承,其中一为固定、一为滑动。滑动鞍座的滑动面之间用2层聚四氟乙烯板作滑动块,正常运行时由固定点向滑动端的膨胀量约为28mm,滑动鞍座横向位移约20mm。除氧塔下部和给水箱上部各设有安装就位用的4条支腿,除氧塔和水箱之间有下水接口和4根通汽管接口,采用焊接连接。
锅炉给水的除氧及加热主要在除氧塔内完成。在除氧塔内设有二级除氧装置(一级除氧组件和二级除氧组件)及其他部件。
一级除氧组件由筒体、隔板、旋膜管、双流连通管、水入口混管组焊为一体,并分为水室和水膜裙室;二级除氧组件由篦组和填料组组成。
其他部件包括:除氧塔上部设有汽水分离器,下部设有4根加热蒸汽导管和1根落水管(出水管)。
除氧塔结构示意图见图1。
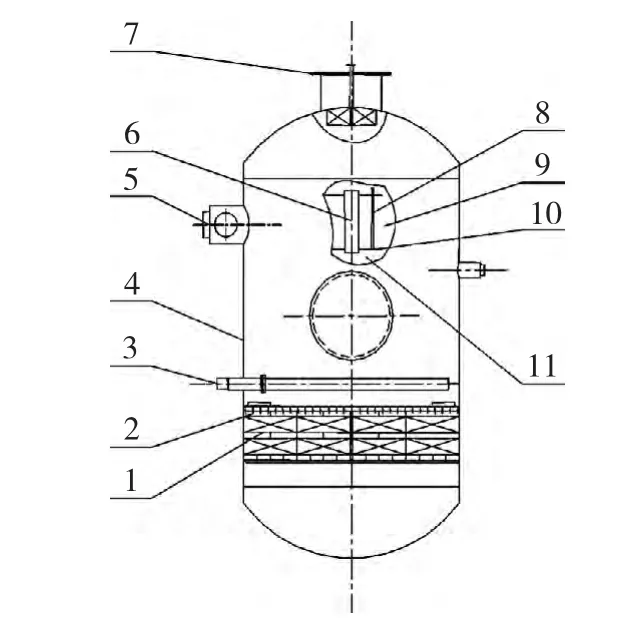
图1 除氧塔结构示意图
除氧器水箱的作用是贮水,作为缓冲之用,锅炉上水时进行预加热,辅助除氧。水箱主要部件有蒸汽导管、再沸腾管、防旋板及其他部件(给水泵再循环管、水封接口、液位计接口等)。
水箱结构示意图见图2。
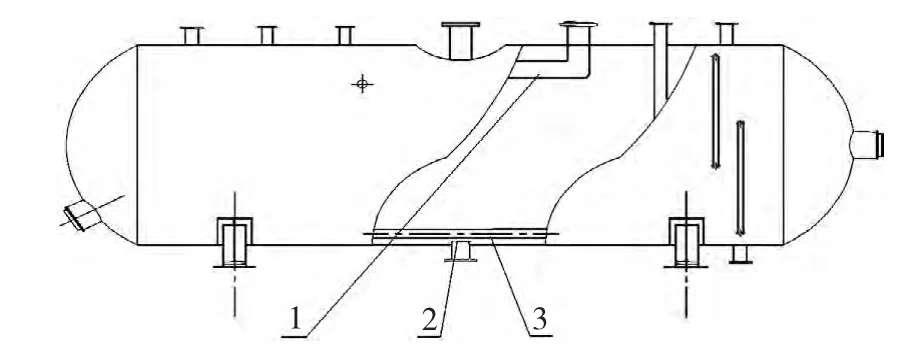
图2 水箱结构示意图

表1 除氧器主要技术参数
除氧塔按水流方向,由上而下分为排气区段、起膜器组、空间区段和填料层区段,主凝结水、补给水、各处水质合格的疏水进入除氧器起膜组的水室间隔,经旋膜管上的小孔喷射成射流,沿旋膜管内壁形成水膜,旋流而下,离心作用下在管出口形成旋转的水膜裙。加热蒸汽由填料层组下部上升,经气液网和篦条由水膜裙及管内壁的中空部分通过,与入口水逐级相遇,进行热质交换。将入口水加热到与除氧器运行压力相对应的饱和蒸汽温度,溶解于水中的氧气及其他不凝结气体自水中逸出,经封头上部汽水分离器排气管排入大气。入口水在起膜器内完成一次除氧,在填料层完成二次除氧。除氧水由除氧器自流而下,经水箱上的汽水连通管下落,汇集于除氧器水箱中。
此种结构的传热系数较高,是旋膜除氧器的主要特点之一。加热蒸汽也可通入水室预先加热入口水,一般情况下该阀门不必开启,仅当出口水溶氧量达不到要求时,可适当开启此阀。当除氧设备停运时,起膜器间隔中存水,可由旋膜管下端的小孔排出。填料层组的气液网和蓖条框架均为分离件组成挡圈,可由空间区段上的人孔装入或卸出。高压加热器疏水进入除氧器的空间区段。
除氧器工艺流程示意图见第58页图3。
除氧器在补水管道上设有混调器,将加热蒸汽通入补水中。从1 500#来的脱盐水经液位调节器LIC-16401进入混调器,由低压蒸汽加热到80℃后进入除氧塔的旋膜室,再进入旋膜管形成水膜,由低压蒸汽直接加热形成饱和水,除去脱盐水中90%的游离氧。脱盐水出旋膜管后再通过篦子形成水膜,然后进入液汽网,达到进一步除去8%游离氧的目的,最后进入水箱。
机组启动时由低压蒸汽母管供汽,汽轮机运行正常后由四段抽汽供除氧器。当PISA-16405指示压力低到0.62MPa时,自动将除氧蒸汽切换自汽轮机三段抽汽。给水箱中的水经给水泵打入高压加热器中,与汽轮机三段、二段抽汽间接换热后送至锅炉。
4.1.1 原因分析
除氧器在运行中不正常的振动会危及到设备及系统的安全。振动原因有如下几点:
1)负荷过大,塔内盘溢流阻塞汽流通道,产生水冲击;
2)排气带水,塔内气流速度太快;
3)喷雾层内压力波动引起水流速度波动,造成进水管摆动;
4)除氧器内部故障,如喷嘴脱落、淋水盘偏斜,使水流成为柱状落下,引起水冲击;
5)除氧器外部管道振动而引起除氧器振动;
6)除氧器满水,气水流互相冲击引起振动。
4.1.2 解决措施
1)判明为内部故障后应停运处理;
2)负荷过大时应降低除氧器负荷。调匀除氧器进水,使其波动不要过大。必要时,降低机组的负荷,以免除氧器过负荷;
3)满水或排气带水时,应调低除氧器水位,关小排气门进行调整。
4.2.1 原因分析
除氧器满水会引起除氧器振动的发生。严重时,通过抽汽管返回到汽轮机中,造成汽轮机的水冲
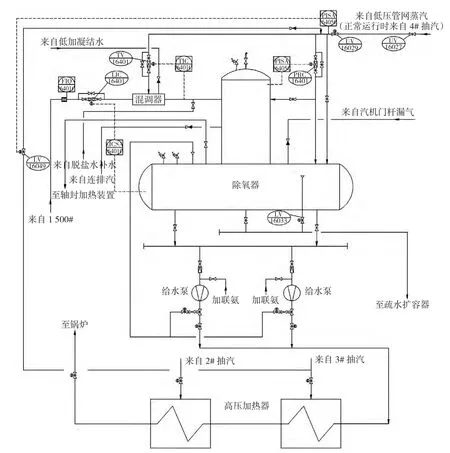
图3 除氧器工艺流程示意图
击损坏。满水的原因有如下:
1)水位自动调整装置异常,调整门失控大开,造成除氧器满水;
2)运行中给水泵突然掉闸,水位调整跟不上;
3)水位表异常,给运行人员以假象,造成误判断。
4.2.2 解决措施
汽轮机组装有除氧器水位高自动保护装置,当水位异常升高时,自动打开除氧器溢流水门UV-16033,并发出报警信号,以便运行人员及时发现,并根据具体情况采取相应的措施。如自动改手动、校对水位表、起动备用给水泵等。
4.3.1 原因分析
除氧器超压会造成除氧器的严重损坏。对除氧器的超压保护装置应进行定期检查、试验工作,以确保其动作的灵活可靠性。造成除氧器超压的原因有如下:
1)汽轮机组过负荷,造成回热抽气压力升高;
2)除氧器的进水调整不当,突然减小,甚至中断;
3)进入除氧器的热源过多,如气封漏气及主气门门杆溢气不正常地增大、高压加热器疏水量过大或高压加热器故障使一部分加热器用的抽气进入除氧器等。
4.3.2 解决措施
除氧器超压保护设置双重保护。当除氧器内压力升高达到安全阀的开启压力时,安全阀将打开,排掉过量蒸汽,使除氧器压力回到正常值;如果压力继续升高,超压自动保护装置将动作,打开超压保护阀排汽,关闭进汽电动阀,同时发出声光报警信号,提醒操作人员注意,并采取相应调整措施。运行中,调整除氧器上水均衡是保证除氧器不超压的有效措施。
除氧器维护工作不仅应在运行过程中密切关注,而且在其他条件下也应做好系统维护。
1)除氧器和给水箱、平台和钢结构、连接管道和支吊架以及管道上各元件均按技术要求安装完毕,人孔门已经严密关闭。
2)除氧器水压试验合格,所有加装的临时堵板均已拆除。
3)除氧器已经进行良好保温。
4)除氧器内部以及所有蒸汽、给水管道清洗和吹扫合格,设备内外及其附近现场干净、无杂物,道路畅通无阻。
5)全部仪表装置安装齐全,并经调校合格。
6)安全阀在试验台进行整定后已装还原位,整定压力为0.63MPa;电动阀已调校合格。
7)混调器加热蒸汽调节阀(TIC-16401)和除氧器加热蒸汽的调节阀(PRC-16401)以及水位自动调节装置(脱盐水管道上设置有液位调节阀LIC-16401及除氧器设置有高水位溢流电动阀UV-16033)均已整定完毕,动作灵活、准确可靠。保证补充水出口温度达到80℃以上,以及除氧器工作压力不超过0.49MPa。
8)水处理设备可以随时、足够供应合格的脱盐水。
9)加药设备确认可靠,并有足够的药剂量。
1)开启除氧塔上排气门。
2)关闭放水门及加热蒸汽一、二次门;其他所有连接管道上的阀门也均处于关闭位置。
3)投入各压力、温度和水位测量装置仪表。
4)开LIC-16401,用脱盐水向给水箱补水。补水过程中,对照就地玻璃水位计校准遥测水位计,标定水位信号。
5)水位信号标定结束后,取水样进行分析。如,ρ(Fe)>30μg/L(30ppb),进行再次冲洗,直到水中ρ(Fe)<30μg/L为止。然后,保持正常水位。
1)打开除氧器蒸汽管道上的所有疏水门。
2)微开低压母管至除氧器阀 (UV-16027)、除氧器进汽电动阀(UV-16029),由低压管网送汽暖管20min,然后全开两阀门,并适当关小疏水门。
3)缓慢开启再沸腾管的加热蒸汽阀门,对水箱内的水进行加热,并控制水的温升速度在3℃/min~5℃/min。注意检查去汽机轴封供汽及门杆漏气至除氧器的阀门关闭严密,防止除氧器内蒸汽漏入未启动的汽机内。
4)据锅炉需要启动给水泵,开启再循环阀门进行给水再循环。
5)向除氧器出口处加氨水。
6)当水箱内水温升高到锅炉上水温度后,开始向锅炉上水,同时向水箱补水,保持正常水位。
7)打开PRC-16401,缓慢开启除氧器加热蒸汽阀门,逐步提高除氧器内的压力和除氧水的温度,控制除氧水的温升速度为3℃/min~5℃/min,保证除氧器壳体均匀受热膨胀。
8)缓慢开启二次汽阀。
9)缓慢开启混调器加热蒸汽调节阀TIC-16401,控制混调器出口脱盐水温度在80℃以上。
10)除氧器达到正常运行工况时,测量除氧器中的含氧量,使之符合《水气质量标准》规定。
1)低压管网蒸汽来汽压力能达到额定调整抽汽压力0.7MPa时,可进行除氧器安全门热态整定。
2)将除氧器加热蒸汽调节阀门PRC-16401控制开关置于“手动”位置。
3)将除氧器加热蒸汽调节阀前后隔离阀打开,用调节阀逐步提高除氧器压力和温度,进行安全门整定试验。
4)除氧塔和给水箱上的安全门整定逐个进行,并记录有关数据。安全门开启压力整定值均为0.63MPa。
5)整定试验结束后,恢复系统及有关阀门到试验前状态。
6)试验中,应控制除氧器升压速度<0.01MPa/min,升温速度<2℃/min,并应使除氧器安全阀的温度接近于其正常运行时的温度值。
7)控制除氧器压力不能高于其设计压力0.68MPa。试验中,如发现异常情况应立即停止试验。
1)逐渐关小再沸腾管的加热汽门,直到全关。
2)逐渐关小给水再循环阀,直到全关。
3)投入除氧器和混调器加热蒸汽调节阀(PRC-16401、TIC-16401)及水箱水位自动调节装置。
4)适当关小除氧塔排大气阀,以排气口轻微冒气为宜。
5)适当关小二次气阀,以保持除氧水达到饱和温度为宜。
6)由凝结水和补水向除氧器供水。
7)开启门杆漏气阀。
8)除氧蒸汽切换至四段抽汽。
9)检查记录除氧器各部分的压力和温度是否正常。
10)观察记录除氧器膨胀情况是否正常。
11)定时取样化验给水中的含氧量。
12)除氧器允许压力在0.02MPa~0.49MPa滑压运行。
1)先关 LIC-16401,切断补充水;后关 UV-16029、TIC-16401、PRC-16401加热蒸汽阀,切断加热汽源;然后立即切断凝结水。严禁相反的操作,避免除氧器骤然降温,产生很大热应力。
2)汽机正常停运时,除氧器可随汽机负荷的逐渐降低滑压运行,并和汽机一起停运。
3)除氧器短期停运时,水箱可不放水,但应采取氨法或联氨法防腐。如停运在10d以上,则应排尽水箱内的水,按规程规定进行防腐。
除氧器是锅炉回热系统中的重要设备之一,其运行状况好坏,直接关系到整个系统的安全、经济运行,甚至会威胁到汽轮机组的安全运行。应了解除氧器结构及除氧原理,做到及时判断分析运行异常原因,采取正确的解决措施,同时在各种条件下确保系统的正常维护。
陈晓玲
(山西天脊煤化工集团有限公司,山西 潞城 041606)
上一条: 中水回用 为城市“解渴”
下一条: 汽轮机除氧器系统运行技术分析

风管消声器厂家,锅炉消声器,蒸汽消音器,管道消音器生产厂家
电话:18036619792 手机:18036619792 电子邮箱:lygjxjx@163.com
地址:江苏省连云港市海州经济开发区经一路28号
版权所有:连云港市吉鑫机械设备有限公司 【技术支持:开创网络】 手机版
手机版